From the compressed air production plant; from condensation of warm gases of the cooling plant in the primary cooling circle; from the blowdown and degassing in the boiler house; from all other parts of production plants, where heat energy of satisfactory potential is being discharged and also the parts where heat energy of lower potential is being discharged, by usage of heat pumps.
2. Economizer)
Heat recovery from the flue gases of boilers (refers to low-sulfur fuels) – The temperature of flue gases which are discharged into atmosphere, should not exceed 120°C. If necessary, this temperature can be decreased to a significantly lower value by further recuperation.
3. Steam boiler’s efficiency should be over 90%
This also refers to low-sulfur fuels. It is necessary to install measuring devices for fuels and produced steam and at least once a day (preferably automated) to calculate the degree of steam boiler’s efficiency or the efficiency of the complete boiler house plant. In order to achieve high efficiency, the combustion must be under constant control, the temperature of the air used for combustion should be as higher as possible, heating surfaces of the boiler must be clean and all the hot surfaces of the boiler must be properly insulated.
4. Efficiency of the consumers
For efficient operation of heat energy consumers, it is needed to work on technologically required minimum of steam pressure, all surfaces warmer than 50°C should be thermally insulated and the heating surfaces for heat exchange should be kept clean.
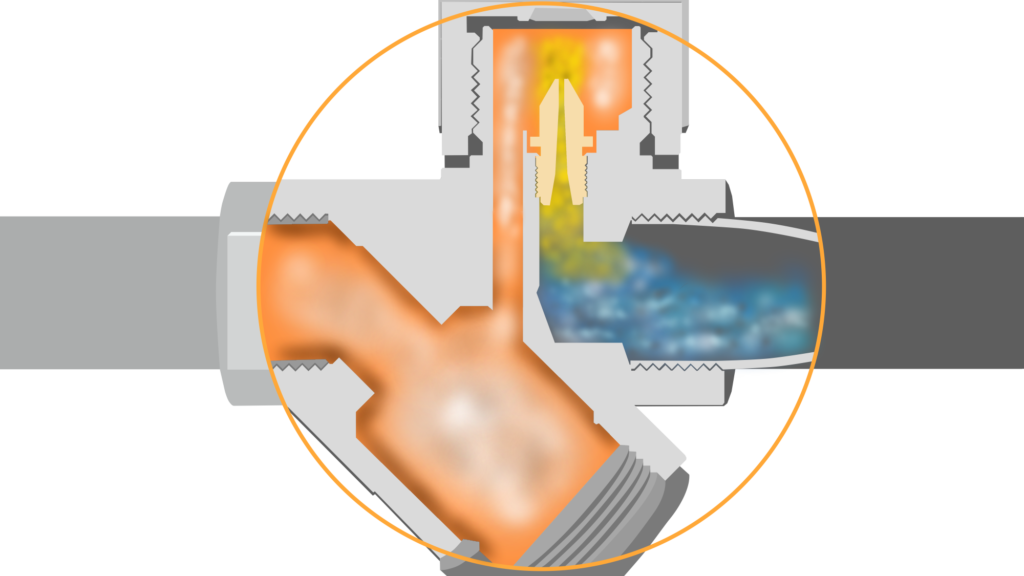
5. Condensate recovery
It is necessary to monitor the share of the recovered condensate. Generally, in the industries, condensate recovery in open systems (on atmospheric pressure) should be above 85%, and in practice it can reach over 90 %. In order to actualize and sustain such a high level of condensate recovery most important is a good choice of steam traps. The best choice are:Venturi steam traps, whose service life is over 20 years. Likewise it is desirable to have full automation and visualization of the condensate recovery system.
6. Biogas consumption in food industry
In food industry it is understandable to have organic waste in the effluents. Organic waste can be used as food for anaerobic microorganisms which are inhabiting the anaerobic reactor. The product of anaerobic microorganism metabolism is biogas, used further on as fuel. Biogas can be used for the production of industrial steam in the existing steam boiler or as drive fuel for cogeneration plant. While installing cogeneration plant special attention must be paid to energy balance of warm water that is necessary to be spent adequately.